

Reducing Selective and Iron Soldering Solder Balls

Slower processing speeds can cut the degree of spitting.
Solder balls due to spitting are a by-product of both laser and robotic iron soldering and are caused by excessive speed in the soldering process. FIGURE 1 illustrates the solder balls induced by spitting.
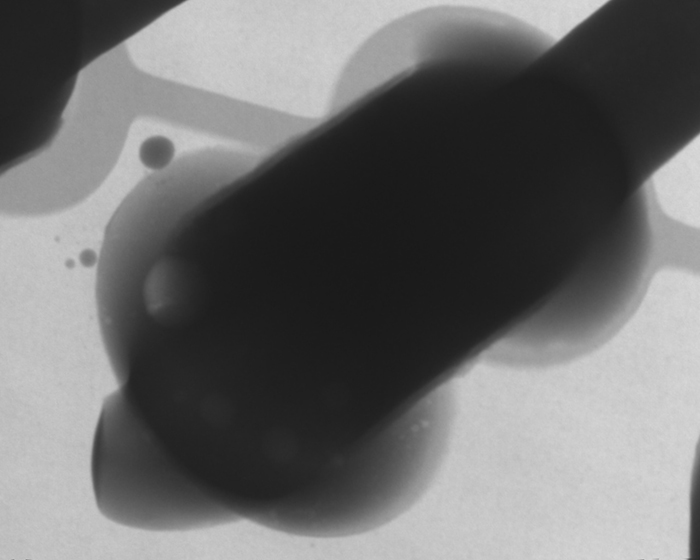
Figure 1. X-ray showing solder balls after robotic soldering.
A side-by-side evaluation needs to be conducted to compare materials to ensure the wire size and flux core are of the same volume. By testing different wires with the same feed rate and temperatures, wetting performance and degree of spitting can be compared on specifically designed test boards. After initial testing, the best wires can be tested with wire scoring or indentation to increase the speed of operation without solder balling. Reducing spitting by creating exhaust paths for the volatile material in the cored wire as the solder moves from a solid to a liquid can be very beneficial.
Solder balls are also seen in the selective soldering process. FIGURE 2 shows a ball between two connector pins, with high-temperature materials. This may be more apparent than with conventional lead-free soldering, as the temperatures used are higher. Care needs to be taken with the product design, solder mask selection/specification and the flux material used to reduce balling, even if it is acceptable in some standards.
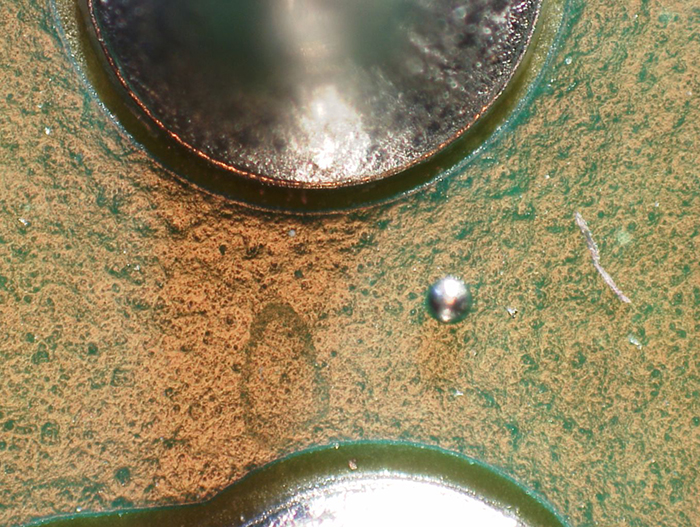
Figure 2. Solder balls amid a connector pin post-selective soldering.
These are typical defects shown in the National Physical Laboratory’s interactive assembly and soldering defects database. The database (http://defectsdatabase.npl.co.uk), available to all this publication’s readers, allows engineers to search and view countless defects and solutions, or to submit defects online. To complement the defect of the month, NPL features the “Defect Video of the Month,” presented online by Bob Willis. This describes over 20 different failure modes, many with video examples of the defect occurring in real time.
is with the National Physical Laboratory Industry and Innovation division (npl.co.uk); chris.hunt@npl.co.uk. His column appears monthly.





