

Why Do Most MES Implementations in Electronics Manufacturing Fail?
 Because they don’t support a multilevel hierarchical finished goods BoM.
Because they don’t support a multilevel hierarchical finished goods BoM.
The rate of MES system implementations in electronics manufacturing is not slowing. The rise of Industry 4.0 and the concept of big data have stimulated many companies to seek ways of collecting all important data in real time. If implemented properly, Industry 4.0 will eliminate the need for MES systems. Taking their place will be cyber-physical systems using machine-to-machine (M2M) communication and big data used to make intelligent decisions to run production without any human intervention.
There are still no signs, however, that we will come to terms with which M2M standard to use for Industry 4.0. Among Japanese machine vendors, an IPC-led effort, an ASM-led effort, and a Siemens-led effort, everyone else is left guessing what will happen and if an industry-wide standard will emerge at all. Until that happens, and until machine vendors implement better support for Industry 4.0, electronics manufacturers are pushing forward with MES implementations.
Implementing an MES system for an electronics manufacturing plant is a complicated project. While there is no shortage of software companies claiming to provide an MES solution, very few actually succeed in implementing a comprehensive solution. Why is that?
Electronics manufacturers implement an MES solution for one or more of the following reasons:
- Customers demand component and process traceability.
- They want better control over their processes and improved quality, which they realize will be a good selling point to customers.
- Ensure faster response to quality issues and recalls.
- Comply with standards in medical, automotive and aerospace industries, for example.
An MES implementation in electronics manufacturing can be successful only if the following
is ensured:
- An implementation team of experienced engineers from the MES supplier and the customer.
- MES vendor’s commitment to make customers a better business.
- A comprehensive MES solution that delivers all the most important benefits: reduced labor cost, higher quality, shorter manufacturing cycle times, and highest levels of traceability data compliancy.
- Continuous support that just starts with implementation.
One of the fundamental mistakes MES solution providers make is to assume
MES = routing enforcement + component traceability + test data collection.
The industry now demands much more than a handful of interfaces used to capture board movement on the floor, collecting some test data, and collecting incomplete traceability data. Most MES implementations only achieve that level of success.
An MES solution for electronics manufacturing does much more than that. It:
- Improves customer processes and makes them a better business.
- Ensures no traceability data are lost – 100% traceability data collection is required, and that requires a high level of process and equipment control.
- Makes the manufacturer more flexible to respond to a customer’s ever-changing demands.
The main reasons for MES project failures can be summarized as follows:
- MES was built based on a weak plant model and product model.
- Fundamental lack of understanding about what an MES implementation project involves.
- Implementation/application engineers do not understand industry and customer processes.
- Inability of the customer to dedicate resources in support of the MES project.
It is not all about managing the MES implementation project. There are also technical requirements for a successful MES implementation:
- Be comprehensive. A hierarchical finished goods BoM is the foundation of the entire system.
- Simplify customer processes. There is a lot of waste, extra steps, and different software solutions for different (and sometimes the same) problems in customer plants. Half the success in MES implementation is in simplifying customer processes and providing simple and robust software solutions for simplified processes. Simple solutions work, and simple solutions are accepted by operators
- and engineers.
- Reduce the possibility of human error that can cause wrong part placements, order delays or the loss of traceability data.
- Be flexible. Don’t try to change customer processes to fit your software; customize your software to improve customer processes.
- Database-driven. The MES system must be completely database-driven and dynamic, with no files used, including for work instructions.
No amount of cloud processing, IoT, or 3-D printing can help implement a successful MES or Industry 4.0 project if the solution is not built on sound data models and fundamental principles.
Very often, an MES project fails because it is built on a flat SMT-level BoM and a single work order. PCBs are serialized for SMT work orders. Even a finished goods serial number is tied to the SMT-level work order. Often, for example, an operator in burn-in operation must open an SMT work order to scan serial numbers into the burn-in machine locations because serial numbers are rejected if a burn-in work order is used. That is the reason it is rare to see a successful, comprehensive MES/traceability implemented in backend operations.
Instead, a multilevel hierarchical finished goods BoM, as illustrated in FIGURE 1, must be supported. Figure 1 shows a finished goods BoM, as defined in SAP, for example. An MES system must support several concepts to implement such a BoM:
- Parent-child relationship between assembly numbers (and revisions) across different processes and operations.
- Multi-work order definition.
- Work order and serial numbers are tied together using a sales order and run number.
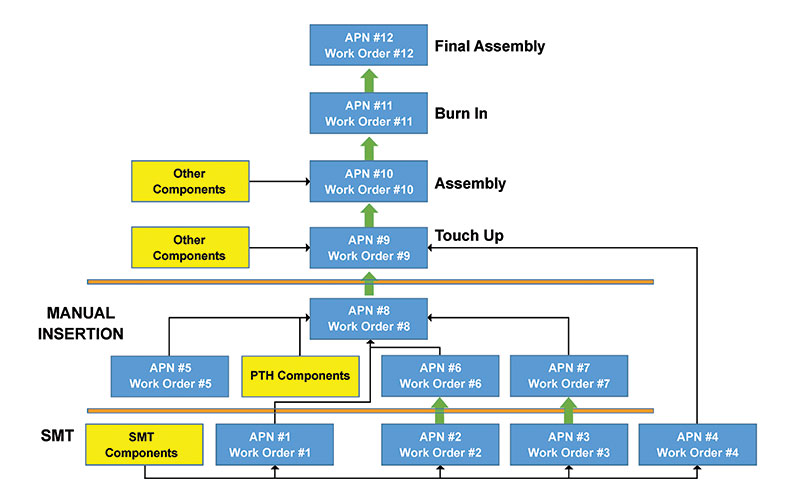
Figure 1. Hierarchical finished goods BoM.
With this kind of BoM in place, it is easy to collect traceability data for different work orders and serial numbers, all included in a single finished goods BoM and enforced using valid PCB serial numbers for a given finished goods serial number.
Training is an important part of an MES installation. The supplier’s engineers need to be properly trained and understand electronics manufacturing. It is also important to train and empower the customer’s MES team. They need to take ownership of the project. Customer engineers want to be part of something new and important, but they must understand it first. When customer teams are competent and well-trained, MES implementations have a greater chance to be successful, and the supplier’s support is much easier. We have customers who have not made emergency calls in a decade because their team knows how to respond in every situation. And customer engineers know that if they know the MES system, their job is secure because they are needed.
In one of our recent projects, we designed and put into production a vision-based system for material receiving that automatically scans supplier labels, verifies data with direct interface to SAP and prints the label. This eliminates placing the wrong label and placing wrong parts because the label is automatically reverified after being physically placed on the reel. We designed the software solution; the customer designed the hardware, and together we are applying for a patent in China. Engage the customer. Make them feel they own the project.
If the MES solution is built on sound fundamentals, an efficient execution of the following four stages leads to a successful MES implementation:
- Bull rush phase. Overview of all customer processes, with a sense of urgency to understand them, from material receiving and sales order entry in the ERP system to shipping finished goods to the customer. This cannot be done, as is often the case, by application engineers with very little experience in electronics manufacturing.
- Obsessive compulsive simplification phase. The relentless pursuit of process simplification. Customer processes are rarely streamlined and integrated. There is a lot of waste. The MES supplier must know customer processes better than the customer. Customer engineers are responsible for different departments, and very few have a good picture of the overall system and how everything meshes. It is the MES supplier’s responsibility to know more about the customer’s system than any single engineer in the customer’s company. If that is the case, the customer will respect the supplier’s opinion and proposed process improvements and will work hard to implement the supplier’s recommendations.
- Customization phase. Mapping improved processes with the supplier’s MES solution capabilities. Customization and new development requirements are identified.
- Delivery phase. Implementation of the MES solution, operation by operation, phase by phase, while trying hard not to disturb current operations. There is an initial four to five-week period in which everyone feels excited about the new project. After that period, it is time to start showing results so the customer can see and monitor progress.
In most cases, MES solution providers skip the first two phases, or just perform a brief process overview, and the result is a failed or incomplete MES implementation. The result is a patchwork of an MES system that is built on bad fundamentals.
In some cases, the customer bears a high degree of responsibility for a failed MES project. A red flag is high engineer turnover. Another is management that does not value suppliers. Customer management and engineers must understand an MES is meant to help them improve their business and satisfy their customer requirements, not to do their job. The customer needs to learn, accept and maintain data for an MES solution to be successfully implemented and used in their plant.
, is CEO of Optel Software (optelco.com); ranko@optelco.com. His column runs periodically.






Press Releases
- ViTrox Americas Welcomes Doug Ennis as Senior Field Applications & Service Engineer
- Altus Adds LPKF CuttingMaster 3290 to Depaneling Portfolio
- Kurtz Ersa Partners with E-tronix for Sales in Illinois and Wisconsin
- XLR8 EMS Welcomes Raul Jorge Lopez Jr. as Director of Program Management and Procurement