

A Dynamic Response to Skilled Labor Cost and Shortages
 Reducing labor content and defects in SMT manufacturing.
Reducing labor content and defects in SMT manufacturing.
“I need to reduce overhead 40%, while still manufacturing at the same capacity, to stay competitive in China.”
That is how a businessman from Hong Kong who owns a contract manufacturing plant in China recently explained his most urgent business goal to me. He wanted smart factory software to help him achieve that goal in the shortest time possible.
Days of cheap labor and being able to throw more people at every problem on the electronics manufacturing shop floor are long gone.
That has been the case in Western countries for some time, and is becoming the norm in China as well. Plants are being moved to yet another cheap labor country, while companies that stay in China are consolidating operations. And customers keep demanding lower cost. To stay competitive, electronics assembly companies must reduce labor cost and respond dynamically to skilled labor shortages.
Major drivers of labor cost in electronics assembly are materials management, manual insertion, and final assembly. Lean materials management and material tracking accuracy are important for reducing labor cost and improving productivity. Typical materials management-related waste includes:
- Receiving. Often, several systems are used to receive and serialize material packages, requiring repeated actions and extra personnel. Serial barcode labels often are placed on wrong materials, resulting in wrong parts placed. A receiving station with a scanner that scans the entire reel/vendor label and software that captures data creates a barcode label with a unique serial number, and sends received quantity receipt to the ERP system, reducing labor cost and eliminating wrong serialization issues.
- Component shortages. Inaccurate inventory counts in the ERP system cause unexpected parts shortages and productivity loss. Yet manual parts counting increases labor cost. Real-time component consumption, scrap tracking and frequent data upload to the ERP system are necessary.
- Material chasing. Looking for materials on the floor (and lost materials) adds to labor overhead and cost. A large contract manufacturer, an automotive electronics devices supplier, reported a $2 million write-off in lost materials last year. Real-time tracking of materials and accurate counts on each material serial number help solve the problem.
- Excess material handling. Using group setups in low-volume and high-mix production significantly reduces materials inventory on the floor and reduces labor cost. Mobile kitting, quick kit sorting and splitting, and LCR verification on- and offline are all features of a Lean approach that smart factory software can bring in to help reduce the labor cost.
SMT lines are already managed Lean in most companies. It is common, however, to find contract electronics manufacturing companies with three to four SMT assembly lines and 25 to 30 manual insertion and final assembly lines, each with five to 10 operators.
In addition to labor cost, there is a shortage of skilled labor, especially in coastal industrial cities in China. It is common for a company to lose dozens or even hundreds of workers overnight. The most feared period of the year for companies is Chinese New Year. Workers go home for the holiday, and many do not come back to work. In some companies, up to 20% of workers are lost.
Skilled worker shortages and unexpected worker leave are forcing companies to look for help in:
- Dynamically changing processes in case of worker shortages.
- Measuring productivity of each worker.
- Correlating yield and scrap to each worker.
- Awarding the most productive workers, as well as those who provide quality work.
Smart factory software designed to help with labor cost reduction and dynamic response to labor shortages must provide the following capabilities:
- Dynamic production scheduling and balancing of manual and final assembly lines.
- Dynamic, database-driven, paperless work instructions.
- Accurate measurement of workers’ productivity.
- Real-time line performance and yield reporting.
In a plant with numerous manual insertion and final assembly lines, dynamic balancing of work orders between lines, as well as balancing of work between operators within a line, is important. In such plants, daily labor shortages are frequent. Countless hours are wasted reassigning work. Another problem is the need to combine several work instructions, normally static paper documents or hard-coded files, to one operator. Smart factory software must permit quick and dynamic line balancing and regeneration of work instructions to reflect the number of available operators.
FIGURE 1 illustrates a dynamic production scheduling approach to balance manual insertion lines and automatically generate new work instructions for available operators with few mouse clicks. Workload is automatically balanced across stations on each assembly line, and graphical work instructions are dynamically generated in real-time based on the current status of the database. As each shift’s needs have to be accommodated in terms of available staff, expertise and more, relevant work instructions are ready in real-time at each station, detailing the work to be completed. Manufacturing details, component information, process guidelines, annotations, machine-specific data, and more are stored in one central database.
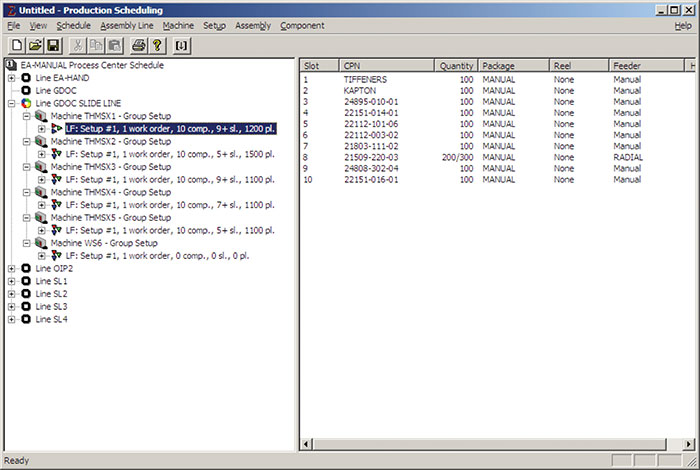
Figure 1. Dynamic manual insertion line balancing.
Hand and final assembly can vary significantly by shift at each station in the line due to staffing changes between shifts causing major problems with traditional static documentation. With multimedia work instructions being dynamically generated as they are needed, it becomes possible to quickly adjust to the number of stations available, while ensuring the work instructions for each station are rebalanced on the fly.
In addition to dynamically rescheduling production based on available workers, companies want to measure productivity of each operator in the line, as well as the quality of the work they perform. They would like to correlate defects to operators.
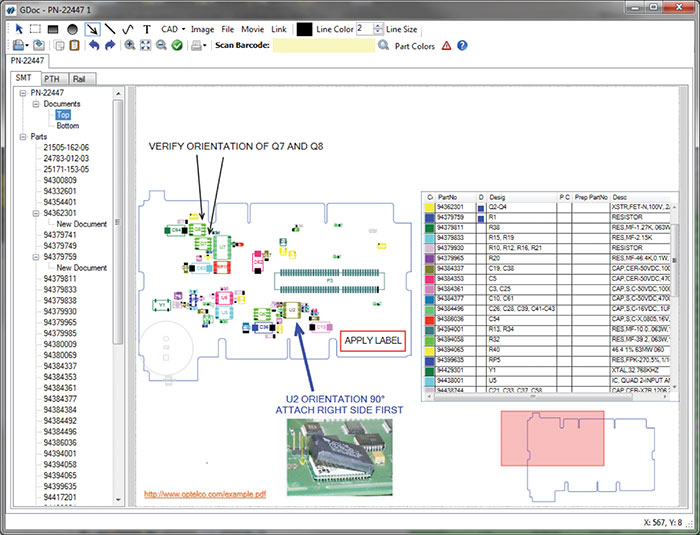
Figure 2. Component traceability and operator data can correlate defects to materials and workers.
Operator productivity on a manual insertion or final assembly line can be captured by an MES in one of the following ways:
- Based on insertion rates used to balance the line.
- Provide each operator with a handheld scanner to scan the product serial number after completing assembly.
- Implement an RFID solution that will track product movement on manual insertion and final assembly lines.
By scanning the serial number of materials, product serial numbers and operator badges when a job starts, component traceability and operator data are captured and used to correlate defects to materials and operators. Real-time yield monitoring on lines, and the ability to drill down in case of quality issues and identify materials or operators that cause defects, are essential to running an efficient and cost-effective line operation.
, is CEO of Optel Software (optelco.com); ranko@optelco.com.






Press Releases
- Altus Group Invests in Major Headquarters Expansion to Showcase Complete Turnkey Manufacturing Capability
- ViTrox Americas Welcomes Eric Cruz as Technical Support Engineer
- ECD Strengthens Engineering Team with New Software Development Hire
- ViTrox Americas Welcomes Doug Ennis as Senior Field Applications & Service Engineer