

The Dynamic Print Alignment Ecosystem

How accuracy parameters change from lab to shop floor.
Our team has been analyzing metric 0201s, work that really started to challenge the paste type and solder paste grain size. The exercise got me thinking about average particle ranges for various paste types and how that impacts aperture sizes and the machine specification for alignment. With printing, a successful outcome is all about various input interactions; it’s not just one thing that influences a good, repeatable deposit. In the case of alignment accuracy, the diminishing solder paste particle range influences the stencil architecture, which then influences the amount of stencil-to-board gasketing and, of course, required machine alignment. I think of it as an ecosystem, with one element dependent on the other for a good outcome.
Looking at the ever-tightening machine alignment specification, I wanted to see if there was a correlation between paste types, average particle ranges and
machine tolerances, so the most logical place to start was with J-STD-005, the IPC specification for solder paste particle range by paste type (TABLE 1).
Table 1. J-STD-005A, % of Sample by Weight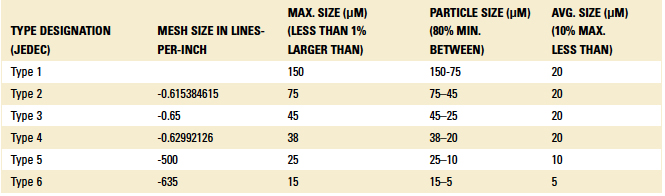
Understanding the origination of the machine alignment specification and its evolution will give insight into future requirements. When SMT really became mainstream technology in the early 1990s, the predominant solder paste was Type 3. According to J-STD-005, as noted in Table 1, the bulk (80%) of the solder particles for Type 3 pastes have to fall within a size range of 25µm to 45µm. This yields an average particle size of about 35µm. In the early days of SMT, most printers had a machine alignment accuracy of +/-25µm. In terms of getting material on the pad, that gave some leeway of about a paste particle, plus a little for good measure. With this alignment spec, aperture dimension reductions could be estimated at just under a particle for good stencil-to-board gasketing, and getting an appropriate amount of paste on the pad was fairly certain.
Throughout the 1990s, we were introduced to iPods, Wi-Fi, flat screen TVs and, in response, Type 4 solder paste. Using the calculation per the above for Type 3, the average particle range for Type 4 material lands at about 30µm. Assuming the same room for error – that one particle and a bit over is the safety net – the ratio of particle size to alignment works out to 20µm. Therefore, a machine that can place that grain size with +/-20µm accuracy is needed to successfully print Type 4 paste. Carrying the same analysis forward for Type 5 materials, which are the standard for printing metric 030105s and metric 0201s and have an average particle range of 18µm, the safety net of 1.5 particles puts machine alignment accuracy at +/-12µm. Now the picture of the ever-tightening alignment capability and interdependent ecosystem is becoming clearer. There is a definite correlation between paste type and machine alignment capability.
Of course, this is all theoretical supposition, as I have printed Type 5 and even Type 6 materials for metric 0201 devices on a +/-20µm machine with acceptable results. Bear in mind, however, that in the process lab there is full control of all the ingredients. In a high-volume manufacturing environment, respecting specification limits can be the difference between profit and loss, and, consequently, miniaturization will require investment to the next level of machine capability.
It is also worth mentioning that the machine alignment accuracy spec should indicate the machine’s performance in process (i.e., the repeatable wet alignment accuracy, not simply the dry alignment accuracy). Anyone can source a Type 5 solder paste and a stencil with 150µm apertures, but the resolution of the printer and the ability to place the material accurately in high volume will be challenged, unless these guidelines regarding paste type to machine alignment are considered. In fairness, metric 030105s and metric 0201s are far from mainstream, but it won’t be long, and assembly specialists should take note about the type of printer that will be required.
Printing Type 5 materials in high volume is well within the scope of current technology offerings. As for Type 6 solder pastes and what they mean for alignment specifications, well, you can do the math. No one ever said SMT was boring!
is global applied process engineering manager at ASM Assembly Systems, Printing Solutions Division (asmpt.com); clive.ashmore@asmpt.com. His column appears bimonthly.
Register now for PCB West, the Silicon Valley's largest trade show for the printed circuit industry, taking place Sept. 13-15 in Santa Clara: PCBWEST.COM






Press Releases
- Parmi Expands Mid-Atlantic Sales Coverage with Cope Assembly Products
- Seika Machinery to Host SMI 2026 Webinar Series Session 2 on PCB Slicing Methods and Low-Stress Separation
- Pillarhouse USA Expands BarTron, Inc. Sales Territory into Indiana
- Mycronic appoints Peter Andries as General Manager of MRSI Systems and VP of Global Technologies Division