

Lights-out Electronics Assembly
What are the implications of an electronics assembly line designed to run without operators?
After two decades of talks about how Lean manufacturing is going to save the world, we are now a few years into two decades of Factory 4.0 and Smart Factory hype. Consultants and manufacturers of tape used to mark equipment location on the floor benefitted most from Lean manufacturing. Who will benefit most from Industry 4.0?
Labor costs have been the main reason behind the migration of electronics manufacturing plants. Automation, including robotics, was never a primary reason for loss of electronics manufacturing jobs, as often promoted. That is about to change. Although loss of jobs is completely avoided in all Industry 4.0 panels and discussions, it will happen. High-cost Western countries will promote total automation to be able to keep manufacturing plants at home and solve quality labor issues. The technological advancements cannot be stopped by not talking about them. Envisioning the future will prepare us for the future. New generations need to be trained to program robots, use artificial intelligence to solve problems, program mobile applications, and gain skills to work at the new high-tech companies.
Over time there will be fewer well-paid industrial jobs in electronics manufacturing. This article proposes the design of electronics assembly lines that could run without operators and be controlled by just a small number of skilled workers from a control room.
Printed circuit board assembly (PCBA) is a complex process that involves operators, machines, materials and processes. Current software, information systems and equipment are not designed to run a plant without operators. New solutions are necessary. Use of the following modern technologies is discussed here and proposed to support lights-out electronics assembly:
- Programmable logic controllers that support embedded applications and Internet of Things (IoT).
- Artificial intelligence (AI).
- New electronics assembly equipment designs.
- Machine-to-machine (M2M) communication standards.
- Robots and automated guided vehicles (AGVs).
- Sensors.
- RF technology.
We will not consider cloud computing as a viable technology for lights-out electronics assembly. No serious manufacturing company will use cloud computing until its shortcomings are solved: security and cost. In the words of an Industry 4.0 manager in a large automotive electronics company, “With cloud computing, we still have to have database administrators and IT personnel, plus all security risks. No, we will not be using it anytime soon.”
We will also not discuss 3D printing, often included as an emerging technology in Industry 4.0 discussions. While 3D printing will reduce cost and production downtime by providing cheaper and easily available parts and devices, its contribution to lights-out electronics assembly is negligible.
A smart factory consists of smart subsystems of automation that communicate with other subsystems using a standard communication protocol. Intelligent subsystems must be able to perform their function unattended, while collecting all data needed to support business decisions. To achieve lights-out electronics assembly, the following concepts must be integrated into a smart factory design:
- Intelligent and real-time production control.
- Smart and reliable equipment.
- Smart products.
- Smart interfaces.
- Mobile solutions.
- Intelligent predictive equipment maintenance.
- Manufacturing intelligence.
In the following sections, the application of these technologies to electronics assembly is discussed. Finally, their integration in lights-out electronics assembly lines is proposed.
Intelligent Production Control
An interesting ongoing discussion in the Factory 4.0 community is about the future role of ERP and MES systems. Smart machines and smart products will make MES systems obsolete. On the other hand, ERP systems are actually a much bigger obstacle to the success of smart factories and the overall Industry 4.0 idea.
Developers of ERP systems are able to sell a big database, outdated algorithms and lousy interfaces for millions of dollars. ERP systems lure companies into believing they have everything in control just by implementing an ERP system. That is far from the truth.
Lights-out electronics assembly plants will be based on real customer demand. They will build quality products at a fast production rate. There is no place in smart factories for forecasting and the centralized, but often wrong, job progress tracking of today’s ERP system. In addition, lights-out electronics assembly plants will be able to produce batch sizes of one without production delays.
If we eliminate ERP and MES systems, how will some of the most important production decisions be made, including when to reorder components, what line to send the next job, when to send AGVs to bring bare boards, when to switch programs on machines, when to send AGVs to bring material replenishment, etc.?
The future is in smart assembly equipment and smart products interacting for real-time production scheduling, or as we call it, assembly line self-scheduling. The smart lines will know how many products have been completed of the current work order and will request the next job, as well as advise what kind of products the line can do. Smart products will compete for assembly line time based on their priority (due date or urgent delivery need), material availability and technological constraints. The assembly line self-scheduling process will be monitored using production scheduling dashboards in the control room.
The traditional MES function, WIP tracking, will be performed by smart products. Products will carry information about process operations and WIP status. Machines will talk to each other to change program, change conveyor width and other setup actions.
A central database will be used to store machine programs, release work order data, inventory counts, and other plant wide data. Components will be reordered based on actual demand and electronic Kanban signals sent to the supplier. A supplier-maintained inventory system will be used.
Smart equipment. Current electronics assembly equipment is not designed for smart factories. However, some equipment manufacturers are designing equipment that will support lights-out electronics assembly. Some will be discussed in this paper in the following sections.
The concept of smart equipment goes further than just simply changing machine design. Autonomous and smart machines and assembly lines are independent intelligent subsystems of automation that can talk to other equipment and smart products to control production, as well as to report and request their own maintenance needs. There are two stages in achieving smart equipment to support lights-out electronics assembly:
- Attach a “machine brain” to an existing machine (short term).
- Embed a machine brain into new equipment designs (long term).
FIGURE 1 shows new Rockwell Automation’s Compact Logix controller with embedded Windows 10 IoT that can be used to provide manufacturing intelligence to electronics assembly equipment. An intelligent machine controller, as shown in Figure 1, will enable embedded applications that will perform the following tasks:
- Communicate with smart jobs.
- Communicate with other smart machines.
- Switch recipes based on smart product data, adjusting conveyor, and other setup actions.
- Traceability data collection.
- Collect performance data.
- Send alerts.
- Monitor vibration and temperature sensors and report limits being exceeded.
- Make predictive maintenance decisions.
- Track job progress.
- Issue material replenishment requests.
- Request next job.
- Communicate with robots.
- Prevent machine from running if necessary.

Figure 1. Rockwell Automation’s Compact Logix 5480 controller with embedded Windows 10 IoT.
Each machine will track job progress and communicate setup changeover requirements to the next machine in the line.
Smart products. Think about smart products as behaving similarly to a person in a store trying to pick the cashier that will process their purchase the fastest. The person cannot go to the “Under 10 items” cashier if they have more than 10 items, so they have to pick from the remaining cashiers. Smart electronics products will schedule themselves in communication with smart machines. The following data must be stored on each product to make them smart:
- Product ID and job ID.
- Routing operations and routing history.
- Program and setup requirements for each machine in the routing.
- Component, process, and quality traceability data.
- Defect data, if detected by a test machine.
RFID tags are an obvious media to store this information. Since, in some cases, tags cannot be placed on small PCBs, RFID chips should be used.
Smart products will communicate to machines responsible for completing their operations and collecting traceability data at each operation. There is no need for routing enforcement and other MES checks since the process will be completely automated and an operation cannot be skipped or product cannot be processed in the next operation if a defect was found in the previous operation. All smart products will go through “debriefing” in a shipping station, where the data will be read and stored in the central database.
Smart interfaces. Equipment manufacturers and the electronics assembly community have thus far failed to create a standard communication protocol that will support the smart factory. Two efforts worth mentioning here are:
- IPC Factory Connectivity Standard.
- Siemens/Mentor’s Open Manufacturing Language (OML).
Both efforts are targeting a standard way of communicating with equipment from an MES system point-of-view. They assume a central MES system that will collect job progress and traceability data using one of these standards. Since we disregard MES systems, none of these approaches is of interest.
An interesting development happened in April 2017 when 17 equipment manufacturers met to discuss development of the Hermes Standard for M2M communication. The Hermes Standard is an open standard that uses XML and TCP/IP for M2M communication. We advocate smart machines and smart products talking to each other, and this effort is in the right direction. We are very skeptical this will actually bring results. The effort is again led by a strong equipment manufacturer (ASM/Siplace), and no other pick-and-place manufacturers are part of the initiative at this point. In addition, we have learned some of 17 participants are proceeding with development of their proprietary communication protocols to offer to other vendors a way of extracting data from their machine. It does not sound like they believe in this effort either, unfortunately. Too many cooks spoil the broth will most likely apply in this case, and the effort is likely to fail.
For such an effort to succeed, the initiative must be led by a neutral trade organization, such as IPC, and the pressure must come from customers, not machine vendors. Until that is in place, we will not have a standard M2M communication protocol. For now, we will have to live with proprietary protocols for each machine.
Mobile solutions. There will be no PCs on the floor of a lights-out electronics assembly plant. Even in traditional electronics assembly plants, customers are now asking for mobile solutions without PCs. In a lights-out plant, mobile solutions used by support personnel and management will include the following capabilities:
- Real-time production dashboards.
- Materials dashboards and alerts.
- Sensor alert dashboards.
- Real-time equipment performance monitoring.
- Live overall equipment effectiveness (OEE) calculation for machine, line and plant.
- Equipment maintenance reports.
- Historical production reports.
- Quality dashboards.
FIGURE 2 illustrates real-time production monitoring in a multi-line electronics assembly plant on a mobile device. The progress of each job, cycle times and estimated completion times are monitored in real time.
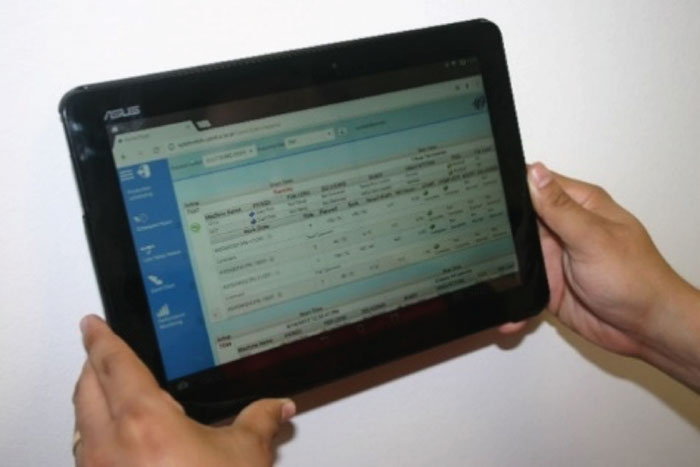
Figure 2. Real-time production monitoring.
The control room must have complete and real-time insight into production and equipment operation, and data from the floor constantly streaming into the global database. FIGURE 3 illustrates how such a process is put in place for ASM/Siplace machines to provide big data collection and complete insight into machine operation on mobile devices. The control room is able to monitor machine performance, component consumption and scrap, current setup, and even lock a machine if necessary.
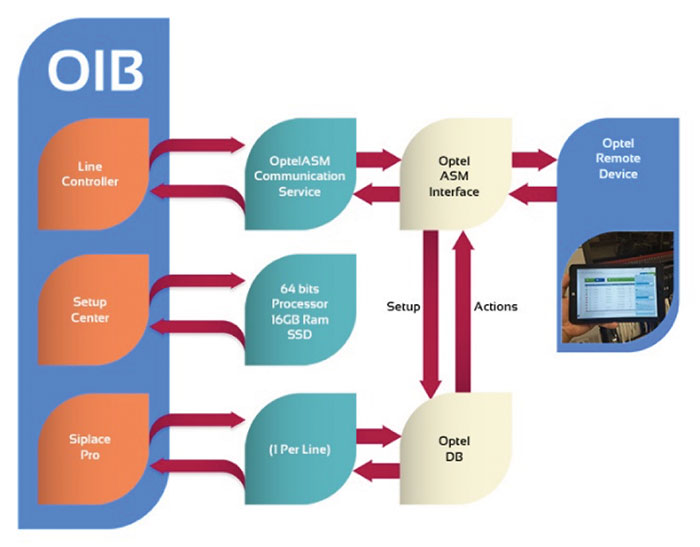
Figure 3. ASM/Siplace mobile machine control.
Mobile solutions allow plant management to have instant access to manufacturing intelligence anytime from anywhere.
Intelligent Predictive Maintenance
Lights-out electronics assembly can only work if there is reliable equipment using an effective predictive maintenance program where each machine is responsible for its own maintenance. Machine controllers will provide the following capabilities:
- Embedded AI-based programs that will monitor machine status and send alerts.
- Wireless communication with sensors (vibration and temperature).
- Alarms.
Predictive maintenance helps reduce machine downtime, increase mean time between failures (MTBF), and reduce maintenance costs. Maintenance decisions can be made based on the historical and real-time data from the machine itself. For example, wireless vibration and temperature sensors can detect signs of misaligned, loose or worn parts on a machine (FIGURE 4). The wireless sensors then transmit that information to the machine controller that makes data available immediately (via text or email alerts), and for long-term analysis using AI.
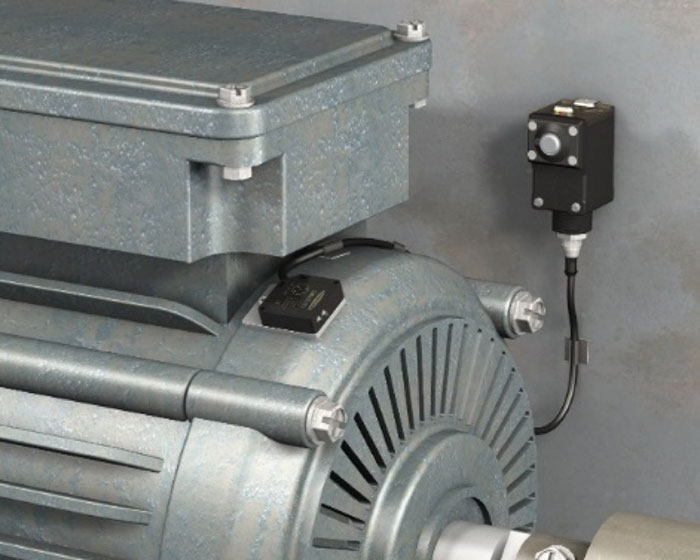
Figure 4. Banner wireless vibration sensor.
AI has been around for three to four decades, recently becoming a very popular subject, often overhyped and misunderstood. Artificial Neural Networks (ANNs) have been widely used in engineering. In electronics assembly, neural networks have been already applied for prediction of fine-pitch stencil printing quality1 and solder joint inspection.2 The author used another AI technique to optimize electronics manufacturing processes: genetic algorithms that mimic human evolutionary processes. Those AI algorithms are in use today at some of the largest companies in the world.
A predictive maintenance system based on artificial neural networks and IoT will be able to determine when equipment will fail, prescribe maintenance actions, and perform failure detection and diagnosis at the part and machine level.
ANNs are particularly well-suited in diagnostic systems where there are large sets of test data. That makes them a strong candidate to be used in intelligent systems for data-driven predictive maintenance of electronics assembly equipment.
By monitoring machine components in real-time for increases in vibration and temperature, problems can be detected and resolved before they become too severe and cause unplanned downtime. Historical data create a valuable machine performance log that can be used to make more informed, predictive maintenance decisions.
Visibility into the operational status of machine components (both historically and in real-time) allows plant supervisors to remotely monitor and diagnose systems quickly, as well as identify and resolve problems before the impact on machine availability and productivity compounds. For example, tower lights with wireless communication allow supervisors in the control room to remotely monitor machine performance without lengthy and expensive cable runs. The lights indicate machine status visually, while updates are also transmitted over a secure wireless network to a remote device, triggering an action or prompting a response from a supervisor in the control room.
Manufacturing Intelligence
Big Data and Digitization are terms often used to explain Industry 4.0. In electronics assembly, big data and digitization include real-time collection of all production data, material data, equipment performance, as well as component, process and quality traceability data. Although distributed data collection and storage are advocated here, we still need a central database where the data relevant to real-time production monitoring and reporting are collected and presented to personnel that supervise the lights-out electronics assembly from the control room.
Manufacturing intelligence dashboards and reports in the control room include:
- Materials dashboards.
- Status of each released work order.
- Historical work order completion report.
- Historical plant production report.
- Live OEE calculation per machine, line and plant.
- Quality dashboards.
Smart Factory Design Proposal
In this section, we propose a lights-out line that can assemble PCBs without operators. We also describe how specific equipment is suited for this goal and why they are included in this proposal.
The proposed electronics assembly line consists of the following processes and equipment:
- Material supply equipment.
- Board loader.
- Laser marking machine.
- Soldering machine.
- Solder paste inspection machine.
- Pick-and-place machines.
- Reflow oven.
- AOI machine.
- Functional test.
Material supply. One of the biggest problems in electronics assembly is the inability to prepare materials for the next job and deliver replenishment materials on time. Often, the line is down because operators are waiting for the next setup to arrive – or replenishment reels to be delivered. Those problems will be eliminated in lights-out electronics assembly by implementing the following process:
- Machine controller sends signal for bare board, component and other setup materials delivery for the next setup with enough time for AGVs to deliver them on time to the line.
- Electronics replenishment signals – IoT signals sent to AGVs – are sent based on accurate component consumed and scrap quantities collected in real time.
An AGV goes to the stockroom and picks up bare boards and delivers them to the line (FIGURE 5). The boards must be labeled and then inserted into the board
loader, an input buffer for the laser marking machine. After marking is completed, the board moves to the paste printer.

Figure 5. Automated material delivery in an automotive electronics manufacturing plant.
Paste printing. Traditionally, paste printing is performed by screen printers that use stencils created for specific PCB designs to dispense solder paste on the pads. Stencil changeover requires operators; a better solution is required for lights-out soldering. Jet printing has emerged as an alternative to screen printing, and the process can be automated since jet printers are completely software-driven. Jet printers have been used mostly in NPI and prototype shops due to slow cycle time. Recently, jet printing speed has increased dramatically. For example, Mycronic’s MY500, which debuted 10 years ago, had a speed of 27,500cph. Its most recent MY700 version has two jet heads, two conveyers and can achieve dispense speeds of 98,000cph. This might result in wider acceptance of jet printing solutions in different segments of industry.
Jet printers also provide 2D inspection and automatic repair to dispense missing dots identified by the 2D inspection. They cannot, however, detect insufficient solder paste problems. In addition, 2D inspection adds to the operation cycle time and is prohibitive in medium- to high-volume production.
The lights-out soldering solution is as follows:
- An RFID reader reads incoming board data and triggers machine software to load the right program and set the conveyor width automatically.
- A robot is used to perform changeover between types of solder paste, or tube replenishment when a sensor indicates the solder paste tube is empty.
- After a sensor is activated, the machine stops and sends a message to the robot to perform a solder paste changeover task, including what type of solder paste or glue to install.
- Machine will use the Hermes Standard to send a message to the robot, or a proprietary protocol if needed.
- Robot confirms and executes the task: opens the machine cover, removes old tube, picks up new correct tube and installs the tube inside the machine.
- After the robot completes the changeover task, the robot sends a “task completed” message (possible using the Hermes Standard) to the machine.
- Machine verifies the empty tube solder sensor is off.
- Machine resumes production.
- Machine dispenses solder paste and performs 2D inspection. If a dot is missing, the board is automatically repaired.
One of the challenges in this area, again, is the lack of a standard M2M protocol for communication among machines and robots and among robots. For our lights-out electronics assembly design, we are proposing an all-in-one jet printer. The “Jet Printer of the Future” will have several jet heads dispensing solder in a sequence. The head workload will be balanced to get the optimal cycle time and will dramatically reduce cycle time. After dispensing solder by jet heads, 3D inspection is performed. If any problem is found, the program is modified automatically. The last stage of the machine is reserved for the “repair jet head” that will repair the board, if possible. If not possible, the board is removed from the output conveyor by a robot.
Solder paste inspection. SPI machines use 3D optical inspection to detect soldering problems that cannot be detected using 2D inspection on current jet printers. 3D solder paste inspection is necessary for lights-out electronics assembly. Koh Young is one of the SPI equipment vendors making a significant effort to support smart factories. The role of SPI in a lights-out electronics assembly is as follows:
- SPI program and conveyor width are automatically changed over based on the PCB data scan, or based on a message from the jet printer directly to the SPI machine. (Mycronic and Koh Young are among the machine vendors that agreed to implement the Hermes Standard.)
- If a soldering problem is detected, the Koh Young SPI sends a message to the Mycronic jet printer, which modifies the program to eliminate the problem.
- The defective PCB is rejected and stopped between the SPI and the first placement machine, and then picked up by a robot and placed into a rework bin.
- In the case of multi-circuit panels, the SPI instructs the placement machines not to place parts on the defective PCBs.
Machine status, production line yield and real-time defect information from all Koh Young SPI and AOI machines in multiple production lines are part of the manufacturing intelligence in the control room. Factory supervisors can track root causes of defect issues and apply changes to inspection programs in real time.
A self-corrective automatic soldering and solder inspection system is essential for lights-out electronics assembly. The system must provide the following capabilities:
- Software-driven soldering that supports processing a batch of one without production delays.
- SPI machines that provide feedback to soldering machines and feed-forward to pick-and-place machines.
- Ability to monitor the process remotely, modify soldering parameters and handle defect issues without stopping production.
- Support producing a batch of one without production delays.
SMT pick-and-place. Current placement equipment is not designed to work without being attended by operators. Operators perform setup changeovers, material replenishment and attend the machine in case of production stops due to machine malfunctions, feeder problems or other reasons. The following enhancements are necessary to support lights-out electronics assembly:
- Make machines intelligent, as described in the previous section.
- Modify machine design to eliminate the need for operators.
- Provide mobile and remote machine control and performance monitoring.
Robert Rowland identified component packaging and its associated feeders as the weak link in a placement machine.3 Current tape feeders do not support operator-free production. Replenishment is performed either by splicing or changing reels, and currently an operator is required to set up the machine or perform material replenishment.
An obvious solution to eliminate the need for operators to perform replenishment is to eliminate replenishments. That can be done, in some cases, by using multiple feeders for the same part number. In that case, feeders will be set up offline in a separate area on a feeder cart, and AGVs will be employed to bring feeder carts to the machine to insert them into the machine. The machine controller will use sensors and RFID readers to guide AGVs to insert feeder carts in the correct location on the machine. That approach would require operators in the offline area.
New and innovative solutions are needed. One such solution is the new bulk feeder by ASM for its Siplace machines (FIGURE 6). Components come in bulk in special 32-mm blister pockets, each holding up to 250,000 units (01005), for up to 1.5 million components per fill-up. Components are poured on a glass plate by a vibration mechanism. A camera takes pictures of components, which are analyzed for position and alignment and then picked and placed by the placement head.

Figure 6. ASM BulkFeeder X intelligent feeder.
The issue with ASM’s bulk feeders is they can currently handle only 01005, 0201 and 0402 components, and cannot handle polarized components (i.e., capacitors and LEDs), and the inspection equipment (AOI) will fail for resistors that are upside down. Eventually, the bulk feeders must be replenished with new cartridges, so a robotic replenishment system must be implemented.
Soldering. Reflow ovens are often responsible for long setup times, especially when long cooling or heating times are required. A new BTU Pyramax ZeroTurn dual-chamber reflow oven solves that problem by eliminating process changeover time. This oven also has advanced process control features. In addition to SECS-GEM, this oven provides a REST interface and MQTT message broker support. The oven recipe is automatically loaded using one of the following approaches:
- An RFID reader reads data from the incoming board, and an oven controller loads the correct recipe, if not loaded already.
- The final placement machine in the line, or the AOI, sends a message to the reflow oven to verify the setup is ready for the PCB exiting the placement machine. The oven controller then sets the conveyor width and loads the recipe.
The reflow oven process is monitored from the control room. Process traceability data are collected and assigned to each PCB serial number, such as recipe name, belt speed, zone temperatures and static pressure. A mobile application controls and ensures each oven is set up for the current job, or prevents the board from entering the oven. Temperature and static pressure values are monitored in real time from the control room.
Testing. A pre-reflow test is used to identify placement errors, while a post-reflow test is used to identify placement and soldering defects. Missing components, misalignments and upside-down components are some of the critical defects that can be identified by AOI. A self-correcting process requires a closed-loop feedback from the AOI to the placement machine responsible for the defect.
For our lights-out electronics assembly lines, we propose the following process:
- AOI performs the inspection.
- Defects found are analyzed by the machine controller that runs an embedded ANN application to classify defects as correct or false calls.
- In case of correct calls, a feedback is sent to the placement machine with a corrective action. The board is removed from the line by a robot after a command is sent from the AOI controller.
- In case of false calls, the board is cleared to proceed to the next operation.
AOI is an image processing classification problem and is suitable for the application of ANNs.4 Koh Young opened an AI center in San Diego in 2016. The idea is to apply artificial intelligence to develop smarter, faster, and cheaper AOI algorithms with better closed-loop feedback.
Functional testing is the final test and verification that the product works properly. The process can be completely automated, and robots are used to move boards in and out of the functional test unit (FIGURE 7).

Figure 7. Robot automated functional testing.
Control room. Plant personnel are responsible for performing the top-level production functions, including:
- Work order release based on customer demands/orders.
- Production monitoring to meet productivity goals.
- Monitoring machine performance and maintenance alerts and scheduling maintenance actions.
- Monitoring quality dashboards and addressing excess defects, scrap, and downtimes.
- Monitoring materials inventories and making sure components are ordered on time; i.e., reorder Kanban signals are working.
- The control room is a set of dashboards, reports and alerts monitored by skilled supervisors ready to address any problem that may appear in production.
Conclusion
Electronics assembly plants that can run without operators for an extended period of time will become reality in the near future. The technology solutions are mostly already available. The most important missing parts are:
- Changes in equipment design to eliminate the need for operators.
- An M2M communication protocol supported by all major equipment suppliers.
Modern technologies that will be used to achieve lights-out electronics assembly were reviewed and a design of such assembly lines proposed. Social implications of running large manufacturing plants with a small group of supervisors and the resultant loss of jobs were out of the scope of this paper, but will have to be addressed.
References
1. K.W. Ko and H.S. Cho, “Solder Joint Inspection Using a Neural Network and Fuzzy Rule-Based Classification Method,” IEEE Transactions on Electronics Packing Manufacturing, vol. 23, no. 2.
2. Barajas, L.G., M.B. Egerstedt, E.W. Kamen and A. Goldstein, “Stencil Printing Process Modeling and Control Using Statistical Neural Networks,” IEEE Transactions on Electronics Packaging Manufacturing, vol. 31, no. 1, 2008.
3. R. Rowland, “Rapid Setup and Changeover,” pcb.iconnect007.com.
4. M. Lera, and A. Montisci, “Neural Networks Based AOI Systems for Electronic Device Diagnosis,” Proceedings of SPIE, 2003.
Ed.: This article was first published at SMTA South China in August 2017 and is reprinted here with permission of the author.
, is founder and CEO at Optimal Electronics (optelco.com); ranko@optelco.com.





