

The IPC-B-52 SIR Test Vehicle: Current Test Vehicle Design and Possible Modifications
Current designs fail to represent real product. A list of suggested improvements.
The electronics industry has long struggled to find a single, ideal test vehicle to evaluate concerns associated with surface insulation resistance of printed circuit board assemblies. This is evident by the vast array of test vehicles available, some of which have been logged by IPC1. It has been noted that the primary drawback of most test vehicles used to date is that they are either not designed for SIR testing, or are not a good representation of the PCB material sets used in advanced electronic products2. Further, many of the test vehicles lack components that would act as entrapment sites for deleterious process materials, such as flux2. As a result, companies like IBM have historically designed their own, more product-like test vehicles, and have generally not considered the SIR data generated from the generally available TVs, such as IPC-B-24, as adequate alone.
The most efficient and cost-effective test vehicle needs the capability to address multiple items, such as:
- Bare board cleanliness. Is the incoming PCB cleanliness adequate to ensure that the assembler does not start with a surface insulation reliability risk prior to beginning assembly?
- Material qualifications. If a new SMT solder paste, wave solder flux, rework flux, etc. is considered, does it have acceptable SIR performance? If it is mixed with other fluxes that can be introduced in the assembly process, are the results still acceptable?
- Process qualifications. The materials themselves may show adequate surface insulation resistance performance on their own, but when the PCBA manufacturer performs assembly and rework of components, are the fluxes fully activated for no-clean chemistries or completely removed for water-soluble chemistries? If not, then SIR performance may no longer be acceptable.
- Product representative. Are the device package and interconnect technologies on the test vehicle challenging enough to the PCBA manufacturer that the results will be representative of actual product?
IPC is moving toward adopting IPC-B-52 as the standard test vehicle for process qualification for J-STD-0013. It is therefore important to review and discuss the IPC-B-52 design to ensure it best meets industry needs in terms of what it evaluates, how manufacturable it is, and how representative it is of products.
SIR TVs: Where the industry started. As the printed circuit board assembly business emerged and the technical community became aware of SIR concerns, companies like IBM had to develop test vehicles and test methods to ensure their products were reliable. Much of this work was done independently, resulting in unique test methods and test vehicles. Evidence of this can be seen in IPC-9201A, The Surface Insulation Resistance Handbook.1 After IBM developed its reliability test models for SIR, the test vehicles IBM used were generally rewired product boards with open/dummy components. This provided the means to test all product design parameters and manufacturing processes. Initial flux chemistries were water-soluble and posed a great reliability concern if left behind, so these product test vehicles were ideal for evaluating the adequacy of the cleaning tools and processes.
From an electronics industry perspective, one of the primary work horses for materials qualifications since the early 1990s has been the IPC-B-24 test vehicle (Figure 1). IPC-B-24, along with most other IPC test vehicles, was designed primarily as a material qualification vehicle.3 When companies like IBM queried contract manufacturers (CMs) or paste/flux manufacturers concerning SIR, most often the data provided came from the B-24 TV per the IPC test method.5 The IPC-B-24 test vehicle was originally designed to be an inexpensive vehicle for examining the relationship between laminate, metallization, and flux in wave soldering applications and is the standard test vehicle for flux qualification to J-STD-004.3,7 Though designed for wave soldering, its use was expanded to evaluate SMT pastes and fluxes, including the mixing of materials. It has four SIR combs with 16 mil lines and 20 mil spaces that were chosen to permit wave soldering without bridging. The PCB material is FR-4 with copper traces. There are no through holes, internal planes, or components.
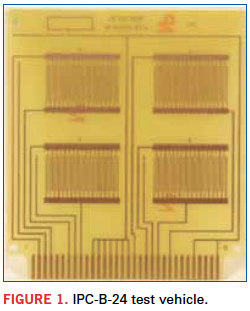
As an initial, low cost and simple test vehicle to evaluate materials, including the mixing of fluxes, IPC-B-24 is adequate, as demonstrated by its widespread usage. To propose that the SIR data from this PCB can be bridged to actual products is much more difficult to conclude. It is also clearly not a good test vehicle to qualify a new EMS as having acceptable assembly practices. Therefore, even though this test vehicle became the industry standard, several OEMs required additional testing of a more product-representative test vehicle.
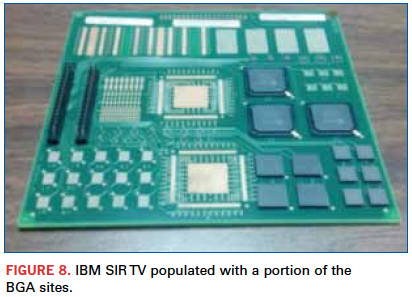
As product cycle times shortened and cost challenges grew, it became more difficult to design and procure product-specific SIR test vehicles. Therefore, IBM took the initiative to design a generic, product-like test vehicle. In late 2002, IBM released a double-sided SMT test vehicle designed to evaluate the technology ground rules and most complex components used in IBM products at the time of its release. Figures 2 and 3 show the top- and bottom-side layouts of this assembly. Some of the key technologies and design features are as follows:
- Card size – 152mm x 152mm (6" x 6")
- Board includes internal power planes
- 8 – Type 2, 64 pin, 0.8mm pitch TSOPs
- 8 – 9x7, 153 pin, PBGA SRAM packages, 1.27mm pitch; 4 on front and 4 directly opposite on back with shared via
- 1 – 208 pin, PQFP, 0.5mm pitch with a comb pattern underneath the component to evaluate flux entrapment (similar to IPC-B-52)
- 1 – 256 pin, PQFP, 0.4mm pitch with a comb pattern underneath the component to evaluate flux entrapment (similar to IPC-B-52)
- 6 – 75 pin, CSP packages, 0.5mm pitch
- 4 – 22x22, 484 pins, 1mm pitch BGAs, two of which are back-to-back
- 6 – 13x13, 144 pin, center depopulated, 0.8mm pitch; 2 on front and 2 on back with shared via
- 6 – 24 pin, 0.5mm pitch QFN
- 50 – 0402 capacitors with bare trace (i.e., no solder mask) running under the components
- 37 – 0603 capacitors with bare trace running under the components
- 16 – 0805 capacitors with bare trace running under the components
- 27 – 6x8, 48 pin, BGA, 0.75mm pitch; 6 on top and 6 on bottom with shared via.
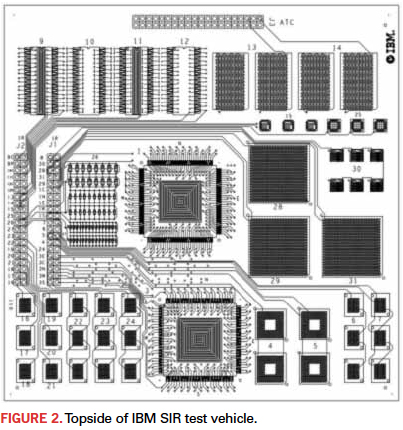
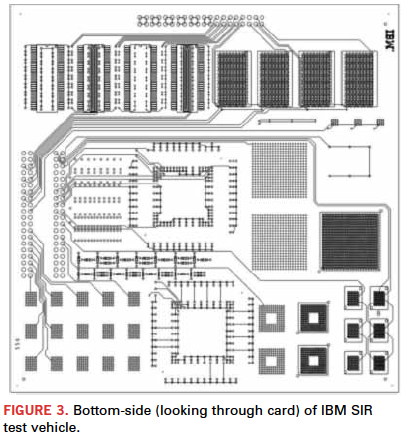
Full SIR testability is possible with or without components present. This test vehicle, which also includes the capability to measure solder joint continuity, is used by EMS firms to evaluate the mix of chemistries and their assembly processes. It is still in use today, although updates are needed, including the addition of wave-soldered risk sites.
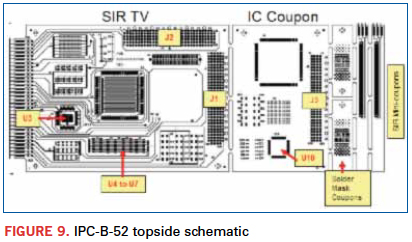
SIR TVs. IPC is in the process of attempting to establish an industry standard SIR test vehicle. Its proposal is the IPC-B-52 card, donated to IPC by Rockwell Collins (Appendix A). The genesis of this design is attributed to the National Physical Laboratory (NPL) and Gen3. A research paper on IPC-B-52 stated, “The goal of this search effort was to develop a test vehicle, building upon successes and lessons learned from past test vehicles, which would represent mainstream electronics manufacturing, at a reasonable price, usable by many.”2
The IPC-B-52 design includes four separate areas / test vehicles:
- SIR test vehicle.
- Ion chromatography coupon.
- Solder mask adhesion coupons (quantity = 2).
- SIR mini-coupons (quantity = 2) – primarily for evaluating raw board PCB cleanliness at the PCB supplier versus incoming to the PCB assembler.
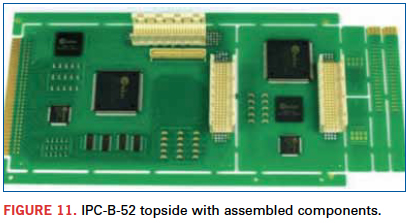
The test vehicle has no internal power planes. Components are on the bottom and topside of the PCB, so like most product boards today, the test vehicle experiences two-pass oven reflow, but the backside is minimally populated with only 20 0805 components grouped together. It also has plated-through holes and wave-soldered connectors with SIR patterns. A key improvement over IPC-B-24 is that IPC-B-52 is designed to have components assembled, which is much more representative of real product. This creates entrapment sites for deleterious process materials, such as flux. Other features include:
- The ability to perform SIR testing without components. Testing without components emulates the material qualification purpose of the IPC-B-24 TV.
- The test vehicle can be ordered from the same PCB supplier used for product, so laminate materials, metallization, solder mask, etc. can match existing production design points. This is made possible by IPC making the board design data available to users.
A more detailed description of IPC-B-52 can be found in the literature.1,2,8,9
IPC-B-52 lessons learned. As industry migrated to Pb-free chemistries, the learning curve to identify acceptable material solutions has been quite steep. Companies like IBM have EMS partners located all over the world. To sufficiently manage the variety of assembly chemistries found across these global suppliers, IPC-B-52 has become attractive as a means to compare material sets of EMS that have chosen various material suppliers or formulations. This is especially true and cost-effective when an EMS has already collected SIR data on this test vehicle as part of its own material selection qualification.
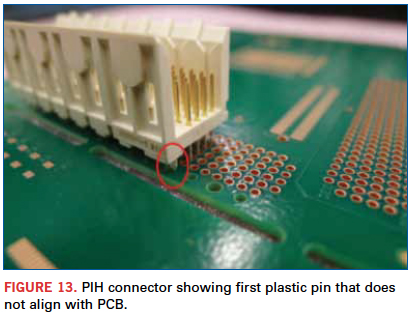
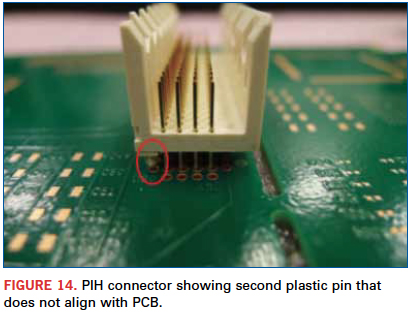
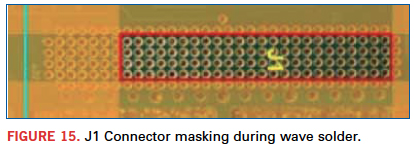
In the past year, IBM worked with a contract manufacturer to evaluate water-soluble, Pb-free flux chemistries (solder pastes, wave solder fluxes, rework tacky fluxes and liquid repair fluxes).10 As part of this qualification effort, IBM utilized the IPC-B-52 TV to evaluate and compare top chemistry candidates. Test vehicle assembly was performed at IBM in Poughkeepsie, NY. From this and previous EMS build experiences, the team identified a list of lessons learned for assembling the IPC-B-52 test vehicle. This information was provided to the IPC’s Surface Insulation Resistance Task Group (5-32b), which began evaluating the submission at IPC Apex 2012.
Lessons learned and the feedback from the IPC TG are shown in Table 1. Recommendations for improvements to the IPC-B-52 TV, along with feedback from Apex 2012, are in Appendix A.
[Ed.: To enlarge the figure, right-click on it, then click View Image, then left-click on the figure.]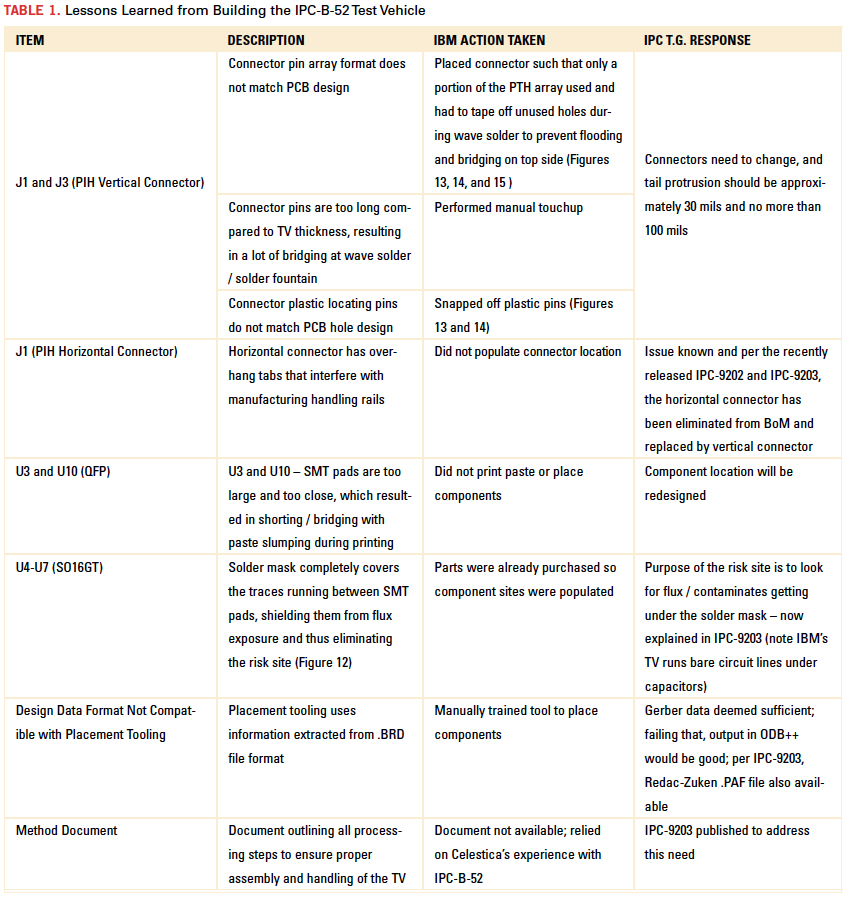
SIR TVs: Looking ahead. IPC-9202 discusses “process characterizations” and “process qualifications.” It defines a process characterization as a comparative examination of the interaction of materials and process parameters. A process qualification is defined as the generation of “objective evidence” for purposes of demonstrating materials and process compatibility for an assembly standard (e.g., J-STD-001). In terms of SIR, it states a process qualification should demonstrate that a proposed manufacturing process or process change can produce hardware with acceptable end-item performance related to cleanliness. It emphasizes that for process qualifications the test vehicle materials and processing must be representative of product. IPC-9203 states that the IPC-B-52 test vehicle can be used to evaluate and optimize a manufacturing process, or to provide objective evidence that a chosen manufacturing material set and manufacturing process are compatible from a cleanliness standpoint. Last, IPC-9202 states that the user is responsible for assessing whether components and other design characteristics of the IPC-B-52 test board are sufficiently representative of their production design(s). This is the ultimate test in assessing whether the IPC-B-52 test vehicle has achieved its goal of “being representative of mainstream electronics and useable by many.”2
As most IPC test vehicles consisted of boards without components, IPC-B-52 is a significant improvement. The presence of low-standoff components provides material entrapment areas that make the evaluation of SIR more product-like. Yet, when IPC-B-52 is compared to real product, it may lack many key features the user might desire in order to conclude it a good representation of their assemblies. These differences are likely to be less critical when performing new material or a mix of material qualifications. In the case when the user desires a process qualification, focus items are generally items such as:
- Qualification of a new CM for which the user has limited knowledge of its capabilities.
- Qualification of a CM for which the user is familiar, but now that CM is asked to build a higher complexity assembly.
- Verification of the adequacy of water wash tools, fixtures, wash parameters, etc. to remove water-soluble flux residues.
- Verification that thermal profile oven parameters are sufficient to fully activate fluxes.
- Assessment of the rework process, including:
- Verification that the site dress process and solder paste or flux application does not result in excessive material being applied (excessive flux entrapment).
- Confirmation that the hot gas rework tool sufficiently activates the flux.
Test vehicle versus product differences may mean the difference for reliable product. In comparing IPC-B-52 or any test vehicle to actual product, there are design elements that the user might want to consider incorporating.
PCB considerations. Nearly all PCBs have a multilayer stack-up, with multiple ground/power planes and signal planes. Components are wired to these layers via plated through holes. When reflowing the solder to attach components to the PCB, these connections absorb heat, making achievement of the desired thermal profile more difficult. The plated through holes also provide flux entrapment areas, especially as a result of component rework. Although it is true that an SIR TV’s primary purpose is to evaluate surface cleanliness, the actual resultant surface condition of the user’s test vehicle may not be representative of their actual product if these features are not present.
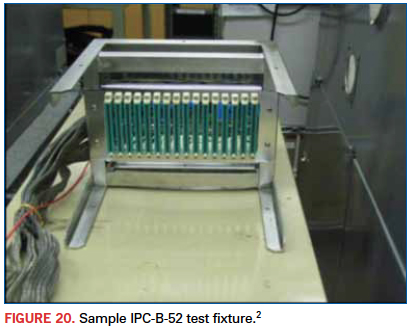
The IPC-B-52 test vehicle utilizes a card edge tab (Appendix B), rather than a through hole connector to interface with the SIR testing setup (Figure 20). This has its advantages for ease of testing, but limits the coupon thickness to the range the mating connector was designed to accept. Therefore, if the user were to desire to use a TV stackup and thickness representative of their product, the entire test fixture would have to be modified to use connectors that accepted the greater card thickness. If the IPC-B-52 test vehicle designed with a PTH or compliant pin connector can be ordered in variable pin lengths, then the SIR test setup would not have to be modified to account for the varying test vehicle thicknesses. Also, if IPC-B-52 were to change to this new connector concept, it would also be possible to design a reusable adapter card such that existing IPC-B-52 SIR test setups could still be utilized.
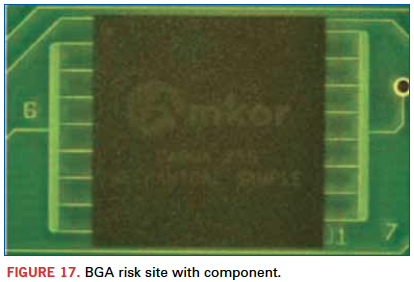
BGA considerations. IPC-B-52 contains one 16x16, 1mm pitch, 256 I/O BGA device (Figure 17). Per IPC-9203, many users have asked why the test vehicle was not designed with a larger, more challenging BGA component, such as one with 1700 solder connections. The response is that the 256 I/O BGA was chosen because it is available as a true mechanical dummy. A mechanical dummy is required because alternating rows of solder balls are biased against one another, and if the module were functional, this would make testing impossible by this method. IPC-9203 suggests that if the user wants to incorporate a larger BGA device to make it more representative of their product, open space is available to do so.
A workaround for the requirement to find large, dummy BGA devices is to use a different wiring scheme, per Figure 4. (Note: The full wiring scheme is not shown, but rather just the upper left corner.) A common method for connecting a BGA solder ball to a PCB is through a dog bone connection. An example of a dog bone is shown on the left side of Figure 4. A dog bone is made up of a solder pad for the solder ball, a plated-through hole to connect that pad to internal PCB wiring, and a small circuit line connecting the two. When wiring the test vehicle, the connection between the copper pad and the PTH can be left out of the artwork. The PTHs can be stitched together to form one part of the SIR comb and the solder pads stitched together to form the other part of the SIR comb. By using this wiring scheme, the user is no longer limited to the use of a dummy component. A wired functional component will not impact the SIR testing. This provides the following advantages:
- Scrap components can be utilized, so the user can assemble modules from their actual product to the test vehicle.
- The BGA location can be made to accommodate a very large BGA array, but BGAs with a smaller array will work on the same location.
- The PTHs provide flux entrapment areas.
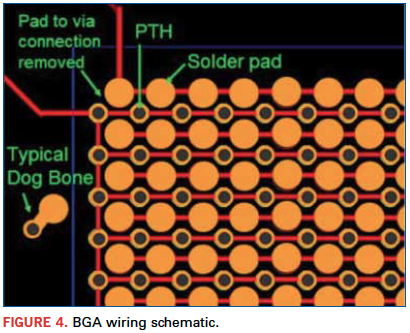
Figure 4 does not show the SIR combs extending beyond the outline of the module body outline, shown in dark blue, but this is recommended if possible, to allow
easier failure isolation. This concept is utilized by IPC-B-52 and shown in Figure 17.
A disadvantage to the alternate wiring scheme shown in Figure 4 is that it alters the thermal characteristics versus product, as the thermal paths between solder balls and the internal layers of the card have now been separated. Despite this, with the PTHs present and a multilayer PCB, the design will be more thermally representative of actual product than one like IPC-B-52. There is also an increased risk for pad delamination using this proposed wiring design when a rework evaluation is done on the BGA module.
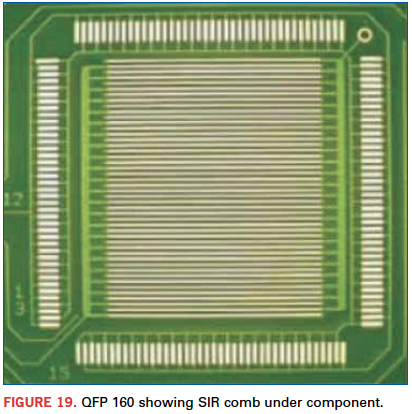
Rework considerations. Rework operations can create surface cleanliness concerns, and it is therefore advisable to ensure that any TV have risk sites representative of the highest difficulty rework sites on the user’s product. For water-soluble fluxes, the user may even want to create worst-case scenarios by purposely putting excessive flux under components to assess the water wash tools and process parameters. The SIR combs, under the two QFP locations and one BGA location on IPC-B-52, can be used toward this purpose (Figure 19). The user can have the components removed by the rework process and coated with, for example, a liquid tack flux. After replacing the components with the rework process and sending the assembly through wash, the effectiveness of the cleaning process could be assessed through the SIR testing. If no-clean flux is used, the user may still want to create a worst-case scenario by the same means to determine if the thermal exposure is adequate to fully activate any excessive flux that might be present.
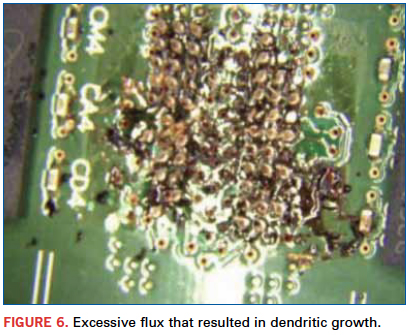
For double-sided product, especially with mirrored components, with shared PTHs, it is advisable to include this configuration in the SIR TV. (IBM’s SIR TV has 10 BGA-mirrored BGA risk sites with shared via; see Figures 2 and 3.) The presence of unactivated flux for the mirrored BGA rework operation has been observed in the past.4 Figure 5 illustrates the process that resulted in the excessive, activated flux, and Figure 6 shows the PCB with the mirrored BGA removed.
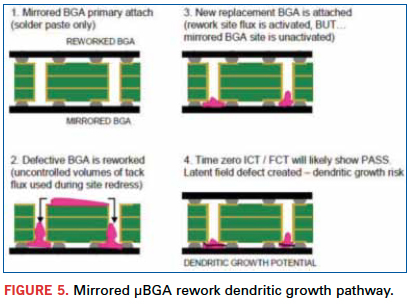
The components were initially attached with solder paste without the use of additional flux. The top component was found to be defective and needed replacement. The component was removed and liquid tack flux used during site dress. The flux amount was found to be excessive such that the flux flowed through the PTHs and collected between the bottom of the PCB and the mirrored component. The rework thermal profile was complicated by the presence of neighboring temperature-sensitive components that limited the rework peak temperature. As a result, unactivated flux was present between the bottom side component and PCB.
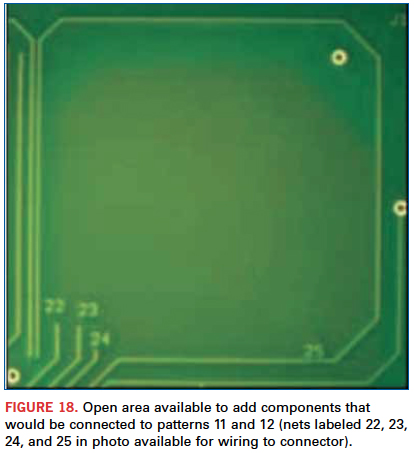
Increasing IPC-B-52 risk sites. Many users of IPC-B-52 have specifically designed test fixtures and setups. It is therefore desirable for those users to continue to use the same IPC-B-52 configuration. The question is how to add these additional, more product-like elements to a test vehicle with limited I/O. As shown in Figure 18, there are only two more open test patterns available for testing using the card edge connector. Additional test patterns can be added by grouping test patterns. For example, if the addition of mirrored components were desired, a SIR comb on the top could be mirrored with one on the bottom (Figure 7).
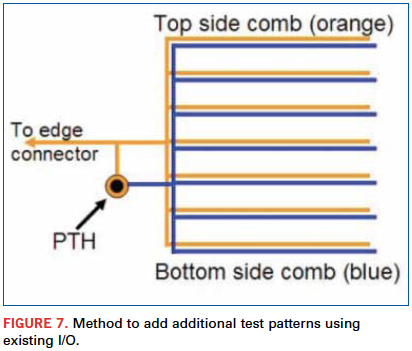
The existing circuit line to the topside comb could be branched to a PTH that connects to a comb on the bottom side of the card. Should an SIR failure occur, it would not be possible to determine the fail location (i.e., top component or bottom component) by looking at the test readout alone. The part would need to be removed from the stress chamber (at end of test), and the circuit line connecting the top and bottom combs would need to be cut to determine which had failed.
Conclusions
It is clear based on the release of IPC-9202 and IPC-9203 that the SIR Task Group is actively working to improve the IPC-B-52 test vehicle and standardize its use to meet industry needs. Adoption of a test vehicle that contains surface mounted and wave soldered components is a significant improvement over the historical family of IPC test vehicles, including the IPC-B-24 design. It is also acknowledged that SIR Task Group is planning to release an updated IPC-B-52 design to address some of the current design and manufacturing deficiencies. Companies like IBM are continually looking for more efficient and cost-effective approaches to perform qualifications. Adoption of an industry standard SIR test vehicle and test methodology is therefore very attractive. For materials qualifications, IBM and other companies have utilized the IPC-B-52 test vehicle and will continue to do so.
As companies leverage new CMs in low-cost geographies, there will be a need to verify assembly and rework processes to ensure product reliability. In cases in which IPC-B-52 is deemed not adequately product-like, the user will need the flexibility to easily modify IPC-B-52 to make it so, or will need an alternate test vehicle design such as the IBM SIR TV. It is hoped that some of the design options proposed here will be considered by the IPC SIR Task Group as a means to provide users the flexibility to make the IPC-B-52 more product-like.
References
1. IPC-9201A, “Surface Insulation Resistance Handbook,” August 2007.
2. D. Pauls and C. Slach, “Process Qualification Using the IPC-B-52 Standard Test Assembly,” IPC Printed Circuits Expo and Apex Proceedings, February 2006.
3. IPC-5702, “Guidelines for OEMs in Determining Acceptable Levels of Cleanliness of Unpopulated Printed Boards,” June 2007.
4. M. Kelly, M. Ferrill, P. Snugovsky, R. Trivedi, G. Dinca, C. Achong and S. Bagheri, “Rework Process Window and Microstructural Analysis For Lead-Free Mirrored BGA Design Points,” IPC Apex Expo. Proceedings, March 2009.
5. IPC-TM-650, Test Methods Manual, Section 2.6.3.3, “Surface Insulation Resistance, Fluxes,” June 2004.
6. IPC-TM-650, Test Methods Manual, Section 2.6.3.7, “Surface Insulation Resistance,” March 2007.
7. IPC J-STD-004B, “Requirements for Soldering Fluxes,” November 2011.
8. IPC-9202, “Material and Process Characterization/Qualification Test Protocol for Assessing Electrochemical Performance,” October 2011.
9. IPC-9203, “Users Guide to IPC-9202 and the IPC-B-52 Standard Test Vehicle,” May 2012.
10. M. Kelly, M. Ferrill, W. Ma, N. Ranadive, C. Ndiaye, S. Bagheri, and P. Kapadia, “Water Soluble Lead-Free Process Chemistry For High Voltage and High Reliability Hardware Requirements,” SMTAI Proceedings, October 2012.
Ed: This article was first published in the SMTA International Proceedings, October 2012, and is published here with permission of the authors.
Mitchell Ferrill is card assembly qualification engineer; Matt Kelly is senior technical staff member; Wai Ma is senior engineer; Nandu Ranadive is development engineer; Cheikhou Ndiaye is technical program manager, and Jim Bielick is an engineer at IBM; ferrill@us.ibm.com. Simin Bagheri is a corporate process development engineering consultant at Celestica; sbagheri@celestica.com.
APPENDIX A
IBM / Celestica provided the following recommendations for improvements, and the SIR Task Group has taken the following actions to date:
- Add depanelization scoring
a. Purposes:
i. Make separating the coupons easier and manufacturing rails easier.
ii. Avoid risk of debris / contamination from mechanical routing
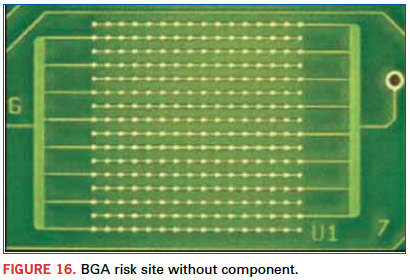
b. IPC Action: Considering solutions, but no clear consensus to date; the PCB is available with and without manufacturing rails, but if the manufacturing rails, users would prefer to have more space between the through hole connectors and the edge of the card - Create classical “dog bone” structures with PTHs in the BGA site to make TV more product-like (current design has only unconnected Cu lands – see Figure 16)
a. Purposes:
i. Create realistic thermal paths requiring more heat to be applied to achieve reflow
ii. Provide better mechanical anchoring to minimize pad delamination during rework (module removal and site dress)
b. IPC Action: Most of task group felt they were not needed, especially if the pads are solder mask defined - Add internal power / ground layers
a. Purpose – make TV more product-like / realistic by providing heatsinking, especially for rework
b. IPC Action: Recommendation rejected
i. Not needed – purpose of TV is to test surface cleanliness
ii. Would raise cost significantly
iii. Interferes with backlight examination of bare boards
iv. Considering adding internal Cu in form of checkerboard pattern with openings - Add additional component footprints
a. Purpose: To keep pace with today’s board designs (FC-QFNs, RNETs, 0201s, etc.)
b. IPC Action:
i. Task Group received many different proposals on components to add
ii. Propose creating library of SIR patterns – these could be used for companies to create their own SIR TVs or placed in the open areas on the current B-52 (see Figure 18 or IPC-9203)






Press Releases
- Javad EMS Upgrades Through-Hole Soldering Capacity with New SEHO PowerWave System
- Sharpen Your Selective Soldering Skills with Kurtz Ersa's July VERSAFLOW 4/55 Training
- Omron Advances Inspection Technology with NVIDIA Omniverse and Metropolis
- Seika Machinery’s SMI 2026 Webinar Series Continues with Focus on PCB Cleaning Before Solder Paste Printing