

Current Issue
Stop Baking Components
Drying parts is known to reduce their shelf or field life. Are there situations where baking is overkill?
The demands of moisture sensitive devices (MSDs) and the standards that govern their handling have generated additional manufacturing processes and procedures. In some cases, these processes and procedures are no longer needed because the standards have changed, are conservative in application or even misinterpreted. Regardless of these realities, some processes, like baking, have become entrenched – a permanent fixture that may waste precious time, energy and money.
The well-deserved concern that if MSDs enter the solder process, internal (sometimes external) component damage may occur due to moisture expansion or delamination is legitimate. Expansion of moisture during the fast temperature changes brought about by the solder process can weaken or damage components, shortening their life.1 This weakening or damage is not always detected in post-solder inspection and test. Weakened components shipped to the customer could result in premature failure of the product in the field.
The most common industry standard (J-STD-033) that governs the handling procedures and processes for MSDs can be difficult to understand. As a result, procedures are often implemented that tend to err on the conservative side, and manufacturers often assume better safe than sorry. One of the easiest ways to be “safe” rather than “sorry” is to bake all MSDs.
Traditionally, baking has been regarded as a cure-all for multiple soldering problems. However, in several situations, this is simply not the case. Many thermal processes are required (curing, solvent evaporation, etc.) in the component manufacturing process. Most components should not require any additional baking between the time they are removed from the manufacturer’s moisture barrier bag (MBB) and when they are soldered. There are only two reasons to require baking MSDs after removal from the MBB (FIGURE 1):
1. The MSD has a moisture sensitivity level (MSL) of 62. This is the highest (worst) MSL component specification to date, and J-STD-033 (in Table 5-1) states baking is mandatory and these components must then be soldered within the time limit specified on the manufacturer’s label. For these devices, baking is a must. However, applying this process to all MSDs just to be safe is overkill since it really only applies to MSL 6 components (FIGURE 2).
2. The MSD has exceeded its floor life.3 This can happen for many reasons, but is often the result of avoidable situations:
- The purchase of full reels of MSDs is required, and parts are left over.
- A slowdown in production or rush jobs causes MSDs to remain on the floor longer than planned.
- Handling procedures for MSDs are not followed or are forgotten.
- The MBB is broken or damaged and/or the humidity indicator card (HIC) inside the MBB indicates overexposure to humidity.
- The MSDs may have been received in an unknown condition from the vendor or customer.
With well-executed handling procedures and a quality dry atmosphere cabinet maintaining relative humidity (RH) levels at 5% or lower and no more than 30˚C, most of these situations are avoidable.
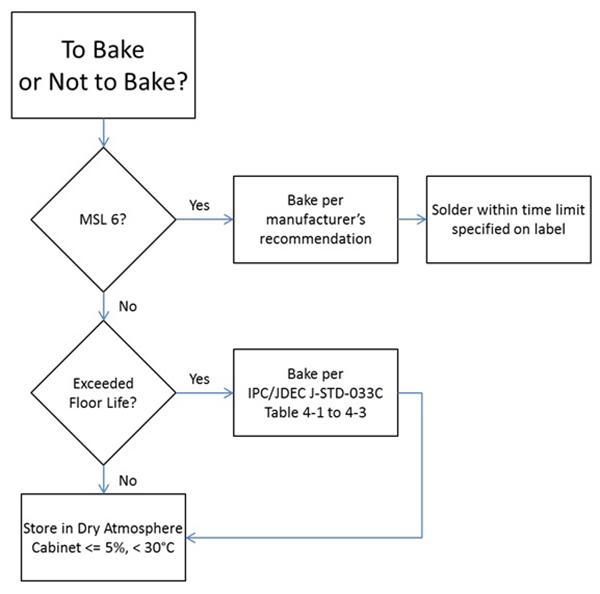
Figure 1. Baking decision diagram.
Figure 2. MSL 6 components usually look the same as other lower MSL components.
If the reasons for baking MSDs are not one of the two reasons above, the decision to bake should be analyzed. Is it required or only being implemented to be safe rather than sorry? With the exception of the aforementioned two reasons or a specific customer requirement, baking should be avoided whenever possible. Unnecessary baking wastes time, money and energy and only serves to reduce the reliability and quality of MSDs. Here are a few reasons baking should be avoided:
- Baking MSDs can permanently damage the plastic tape and reels, carriers, carrier tape, tubes and trays used to dispense the components. Damage can occur at temperatures as low as 45°C (113°F), making it impossible for placement machines to process these parts.
- Baking exacerbates oxidization4,5,6 on the MSD’s solder terminations, one of the biggest causes of poor solder quality.
- Baking takes a long time: up to 79 days for somewhat thick (2 to 4.5mm) components at the package safe low temperature of 40°C (104°F) to as little as 3 hr. at a package melting temperature of 125°C (257°F) for MSDs with MSL 2, with exposure time PAST the expired floor life less than 72 hr. Clearly the higher the temperature, the shorter the bake time, unless components can be unpackaged, baked at a very high temperature and then repackaged at a safer 40°C (104°F) temperature. At this safer temperature, bake times start at five days and can go up to 79 days.
- Baking consumes at least 20 times the energy as that of simply keeping the parts dry.7 And, since most MSDs do not require baking unless they are MSL 6 or the floor life was mistakenly exceeded, it would more reliable and economical to keep the parts dry rather than bake them.
Simply put, keeping MSDs dry is easier and more effective than baking. Dry atmosphere cabinets which maintain RH levels of less than or equal to 5% meet the requirements of the standard to stop the floor life clock when MSDs cannot be soldered before the floor life expires.
What’s more, maintaining MSDs in dry storage requires 1/20th or less of the energy (electric) required to bake, has zero bake time and offers no risk to the component’s solderability or packaging.
Assemblers should consider using baking ovens for extremely sensitive MSL 6 MSDs or to recover from the preventable situation of exceeding a component’s floor life. Otherwise, they could turn off the heated stock rooms, baking cabinets and chambers and store all MSDs in dry – not hot – atmosphere cabinets without running afoul of the standard or diminishing the integrity of the component packages.
References
1. IPC/JDEC J-STD-033C, Handling, Packaging, Shipping, and Use of Moisture/Reflow Sensitive Surface Mount Devices, Section 1, Foreword, January 2007.
2. IPC/JDEC J-STD-033C, Table 5-1, January 2007.
3. IPC/JDEC J-STD-033C, Section 5.2, January 2007.
4. IPC/JDEC J-STD-033C, Section 4.2.7.1, January 2007.
5. Ray Prasad, “Baking and Bagging of PCBs for Lead Free Assemblies,” rayprasad.com.
6. Intel, “Moisture Sensitivity/Desiccant Packaging/Handling of PSMCs,” 2000 Packaging Handbook, Section 8.5.2, 2000.
7. Typical electrical specification for desiccant dry atmosphere cabinet 15W average to dry, 600W to bake.
8. IPC/JDEC J-STD-033C, 5.2 and Table 5-1, January 2007.
9. IPC/JDEC J-STD-033C, Tables 4-1, 4-2 and 4-3, January 2007.
10. Typical storage or bake temperature specification for shipping trays and component tape and reel materials: 45°C.
is president and CEO and is senior engineer at Electronic Controls Design (ecd.com); tclifton@ecd.com.
[Sidebar]
Why Bake?
Here are the top reasons to avoid baking of moisture sensitive devices:
- Baking is NOT required by J-STD-033, except under specific situations: MSL Level 6 parts or the MSD has been allowed to exceed its “floor life.”8
- Baking wastes time, from three hours to over 11 weeks.9
- Baking will degrade components and their solderability.4,5,6
- Baking can damage the packaging materials.10
- Baking uses at least 20 times the (electrical) energy needed to keep MSD dry.7
- Baking should not be used to cover poor planning, such as over-ordering parts, production slowdown or priority changes.
- Baking should not be used to accommodate for poor training, if the production personnel do not know the sensitive nature of MSDs.
- Baking is not designed to overcome poor handling processes, such as improper moisture barrier bag (MBB) resealing, forgetting to record exposure times of MSDs or failing to return MSDs to a dry atmosphere cabinet, among others.





