

Opens or Not?

It depends not just on where one looks, but when.
Are these open connections, non-reflow or good quality control? It all depends on which stage of the process the product is in when inspected.
Figure 1 shows a through-molded via (TMV) PoP assembly with dip solder paste between the solder spheres. In this case x-ray was used as a process control tool to look at the assembly process reliability after the packages were placed. This looks as it should: there is solder paste between each of the solder spheres that will reflow with the balls to form solder column-like joints. This a very simple process control trick if you have x-ray in the factory. The solder paste on the PCB surface are the larger particles also visible at the top right of the image. (Bob Willis, an NPL team member, has authored a free eBook on PoP assembly at packageonpackagebook.com.)
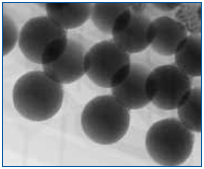
Figure 1. An angled x-ray image shows solder paste between the solder spheres on a PoP assembly.
PoP assembly is new to many process engineers and basically is balancing one BGA on another. Typically they are two packages high, but devices can be stacked much higher. In this example, if the devices had been examined by x-ray after reflow for defects and open connections, it may have suggested a profile or paste issue. Seeing particles between the balls like this may have indicated low temperature or long dwell, resulting in flux exhaustion like the graping problems recently discussed in industry. Paste is often used as an alternative to dip flux as it’s better in overcoming package warping, which leads to open connections. Warpage is a common problem with PoP technology in manufacture.
These are typical defects shown in the National Physical Laboratory’s interactive assembly and soldering defects database. The database
(http://defectsdatabase.npl.co.uk), available to all this publication’s readers, allows engineers to search and view countless defects and solutions, or to submit defects online. To complement the defect of the month, NPL features the “Defect Video of the Month,” presented online by Bob Willis. This describes over 20 different failure modes, many with video examples of the defect occurring in real time.
Dr. Chris Hunt is with the National Physical Laboratory Industry and Innovation division (npl.co.uk); chris.hunt@npl.co.uk. His column appears monthly.






Press Releases
- Aven Welcomes Max Ramos to Strengthen Distribution Partner Operations
- ubersmt Expands SMT Line with Juki G-Titan Printer and RS-1R Placement System
- Keiron Technologies to Host LiFT Webinar Focusing on Solving Solder Paste Printing Challenges
- Express Manufacturing, Inc. Strengthens Test Capability with Acculogic Flying Probe System