

The Increasingly Critical Role of Factory Software Tools
Growing complex tasks such as distributing jobs, grouping, and optimizing feeders are best handled using automated software.
New and more advanced equipment is characterized by a higher level of automation, applied at each point in the assembly flow, from program generation through solder paste deposition, component placement, inspection, reflow and test. Yet production planning is often regarded as a fundamentally manual operation. Although software tools are available to help assign work orders efficiently, utilize capacity, minimize changeovers, and help manage production in real time, some manufacturers are not taking full advantage of them. Times are changing, however, and the assistance of software tools is becoming more important to perform these tasks and improve productivity.
Today’s manufacturers must recognize and be responsive to market demands. Product lifecycles are becoming shorter; first-to-market advantage is critical; customers often demand a broad choice of product variants, and individual customization is often expected. At the same time, manufacturers seek to build to order more and more, thereby minimizing unused inventory and its associated costs. Consequently, lot sizes are shrinking, and assembly activities are trending toward high-mix and mid-to-low-volume. In the past, a large manufacturing facility could be building just a few different products in large volumes, e.g., several thousand or tens of thousands at a time. Today, the same factories might easily be building hundreds of product types in small batches, using many thousands of different component part numbers.
In this business environment, production planning responsibilities, such as assigning work orders optimally to balance the load across machines and lines, minimizing changeovers by arranging feeders optimally (FIGURE 1), and ensuring the required number of components are available for the right feeders at the right time, are increasingly difficult tasks to perform using brainpower alone. Time pressure is a critical factor here, because the plan is dynamically determined according to the current status of resources. This includes such factors as the capacity requirements of all upcoming projects, delivery dates for the various products, and component inventories available. The production plan must therefore be completed, and action begun quickly.
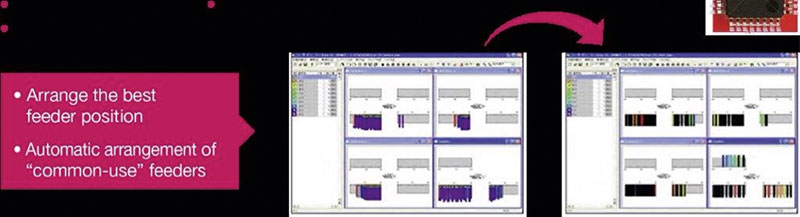
Figure 1. Distributing jobs, grouping, and optimizing feeders are increasingly complex tasks and are best handled using automated software tools.
Software-Assisted Planning and Management
The role of quality offline software tools that facilitate planning and line balancing is poised to become more important to the assembly businesses of the future. Manufacturers may choose third-party software to help assign work orders, group products on lines to permit optimal feeder and component assignment with minimal changeovers, and balance the work to make best use of available capacity. This approach makes real sense, especially if the machines in the line are from many different suppliers and thus require a neutral software suite capable of working with all machines in the production line.
Conversely, a unified approach based on key equipment and communication software from the same vendor can deliver advantages. Such tools can be fine-tuned to exchange data efficiently with the OEM printers, dispensers, placement equipment and inspection stations in the SMT assembly line. Essential processes for product preparation, such as CAD data conversion and reverse Gerber engineering, for example, produce programs that are ready to run on the machines with minimal additional manual fine-tuning. Also, many software features that support program verification are designed using intimate knowledge of the machine features and capabilities. The programming features for optimization and balancing also take into consideration the individual features of the machines, e.g., component size ranges and movement of placement heads or nozzles, thereby avoiding interference and optimizing programs that work correctly the first time.
Software-assisted planning will take an increasingly important role in the SMT lines of the future. Features must include fast automated generation of precision board data from Gerber data, board images or CAM files such as ODB++, GenCAD, or FABmaster. They must accommodate manufacturers’ need to build multiple versions of a common base board by automatically importing multiple bills of materials (BoMs) and managing mounting variations for hundreds of variants of one board (FIGURE 2). Other features will help verify machine setup and manage materials and components including LED binning, and support traceability and reporting down to the individual component level.
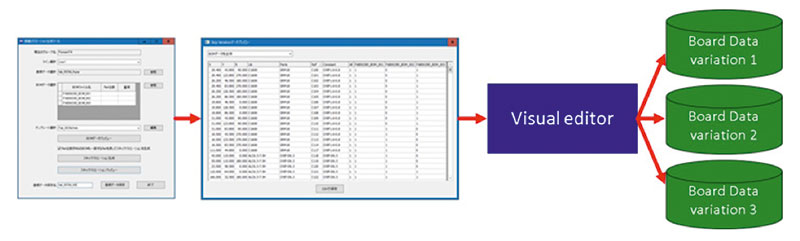
Figure 2. Automated handling of board variants based on one set of master data relieves manual data creation and management challenges.
Monitoring Status in Real-Time
While software-assisted planning is essential for consistent on-time delivery and cost-effectiveness, managing each build as it happens on the line brings a different set of challenges. Operational efficiency and process control are critical to complete work orders on time and maximize end-of-line yield. Coordinating the execution of large numbers of work orders, often for small batch sizes, distributed across multiple SMT lines challenges traditional production management techniques that rely on local machine monitoring and tower beacons. Production managers need quick updates on the status of individual jobs, and to be ready when feeders need replenishment or changeovers are due.
Monitoring software can provide the required information at a glance, via a convenient graphical interface. Color-coded indicators (FIGURE 3) allow operators to quickly assess the status of each line and intervene instantly in the event of exceptions or stoppages. In addition, live timing information shows operators exactly when a current job will finish, allowing them to prepare everything that will be needed for the next changeover. Parts-remaining counters help keep all lines working continuously by giving advanced warning when feeders need to be replenished.
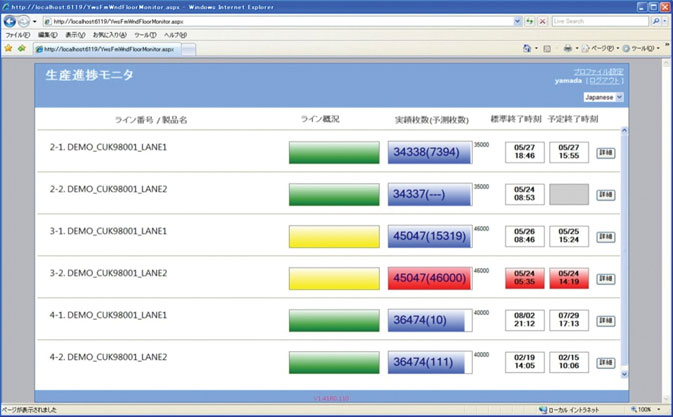
Figure 3. At-a-glance status indicators help manage a high product mix spread across multiple SMT lines.
By gathering all this data electronically, monitoring software also gives manufacturers unprecedented opportunities to analyze activities and organization on the factory floor. Statistical analysis can provide visibility of trends and events, identify and fix recurring errors, and set targets for continuous improvement.
Closing the Loop
To ensure optimum productivity, end-of-line yield, and minimum waste, any assembly defects arising from problems with individual machines need to be identified as soon as they occur and fixed immediately. This can be done effectively using closed-loop feedback of inspection data. Software that automatically compares inspection alerts with data showing the machine, feeder and nozzle responsible for placing each component can pinpoint in real-time the exact cause of any defect and guide the operator to solve the problem.
Software can do this by comparing No-Go (NG) alerts generated by the inspection stations with the parts list for each placement machine. If a defect is found, it is matched to the machine that created the defect. Once this correlation is made, the machine concerned is stopped and an alert reports the location and nature of the defect. This alert is shown remotely at a QA station and/or a mobile device, as well as directly on the machine in question. If inspection is performed immediately after components are placed, before reflow, a problem such as a blocked nozzle or jammed feeder can be rectified after only a small number of boards have been populated.
Such reports provide the information an operator needs to rectify an error that has caused a populated board to fail inspection, because the error report guides the operator directly to the cause of the AOI NG flag. For example, a polarity error has been traced back to a dual-lane placement machine. The report is presented on the placement machine, and shows the fault type, component, location on the board, nozzle details and the lane concerned. Using this information, the operator can quickly identify the cause of the defect with minimal further investigation needed. This permits the line to be returned to full operation very quickly. The information from the report can also be sent directly to the operator’s mobile device and thus help resolve exceptions as quickly as possible.
Another feature of such advanced software permits placement machines to feed information forward to the AOI station to help maximize line productivity. A placement system can notify AOI immediately after a tray or feeder has been changed, for example. This ensures the AOI will verify the component identity at the part location concerned, using optical character recognition (OCR) for the first few boards after the change. If the identification is satisfactory, the AOI can subsequently revert to its normal program, and the line can return to full-speed operation.
As the challenges of modern SMT electronics manufacturing grow, planning, scheduling and line monitoring are becoming too complex for human operators to manage unaided. Software tools to help with these processes have been available for some time and have evolved powerful features that are easy to use via graphical interfaces. They guide the user to complete each task to a high standard quickly. As more assemblers are required to handle larger numbers of products, smaller batch sizes, shorter turnaround times and tighter market windows, this type of software is transitioning from optional to essential.
is sales general manager, Yamaha Motor Corp., USA (yamaha-motor-im.com).





